首页 -
新闻资讯 - 挤压造粒机常见故障原因分析及解决措施
挤压造粒机常见故障原因分析及解决措施
日期:2022年07月26日
挤压造粒机主电机扭矩过高
原因分析:油润滑系统故障,挤压造粒机主电机输出轴与齿轮箱出入轴对中不良,电机及离合器振动等原因都将损坏主电机轴承,导致扭矩过高。此外,喂料负荷过大或物料熔融不良也都会导致主电机扭矩过高。
解决措施:定期对挤压造粒机润滑油系统进行检查、清洗,用振动测量仪和红外测温仪对主电机轴承进行测量并形成趋势图。如果超趋势值,则测定主电机空转电流值或功率值是否超规定值,判断是否应更换轴承。定期检查主电机输出轴与齿轮箱输入轴之间的对中状况,更换轴承运行三个月后须检查对中情况。进行电气测试检查,确定转子不平衡的原因;对离合器进行振动速度测试,如果超出规定值则应重新调整动平衡。定期对筒体加热、冷却系统进行检查,保证物料受热均匀熔融充分。如果挤压机开车瞬间,主电机功率曲线和熔体压力曲线瞬间增大,则表明喂料系统的喂料量瞬间过大,应减小喂料量。
 156 3820 6333
156 3820 6333
有关挤压造粒机常见故障原因分析及解决措施内容
有关挤压造粒机常见故障原因分析及解决措施产品
-
对辊挤压造粒机
设备概述DZG系列对辊挤压式造粒机是本公司根据多年来的生产经验,在原有的双辊挤压造粒基础上研发生产的一种新型设备。它可以广泛适用于肥料加工业、饲料生产单位以及化工行业对粉体物料进行制粒,生产加工。其特点如下:1.本机采用无干燥工艺生产,常温造粒,一次成型。具有投资少,经济效益好等特点。2、本机结构采用制粒、成型、筛分为一体,使其具有外形美观,操作简单,能耗低等特点。主要零部件如辊体采用了具有...
对辊挤压造粒机
-
圆盘造粒机
该系列圆盘造粒机,是一种新型倾斜盘式造粒设备:成粒率可达90%以上.减速机与电动机采用柔性皮带传动,启动平稳,减缓冲击力,提高设备的使用寿命.造粒盘盘底采用多条辐射钢板加强,坚固耐用,不变形、加厚、加重、坚固的底座设计,不需要地脚螺栓固定,运转平稳.造粒机主齿轮采用高频猝火,使用寿命增加一倍.造粒盘内经防腐处理后,经久耐用.该机有造粒均匀,成球率高,运转平稳,设备坚固耐用.使用寿命长等优点,...
圆盘造粒机
-
胶带输送机
移动式胶带输送机与普通胶带输送机的工作原理一样,是以胶带作为牵引承载机的连续运输设备,它与普通胶带输送机相比增加了移动装置等,因为多了移动装置所以使移动式皮带输送机增加了优越的机动能力,可以根据现场情况配以叉车等动力机车推动或牵引到合适地点进行装卸货物。胶带输送机主要用途及适用范围适用于煤炭、冶金、矿山、化工、建材、码头、仓库、工地等输送散状物料或箱袋状物品,特别适合在化肥厂、水泥厂等需要人...
胶带输送机
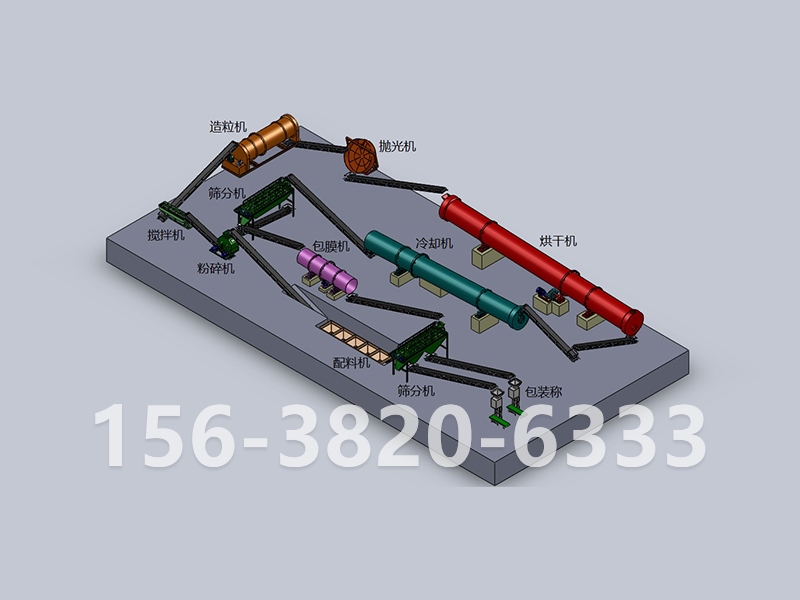
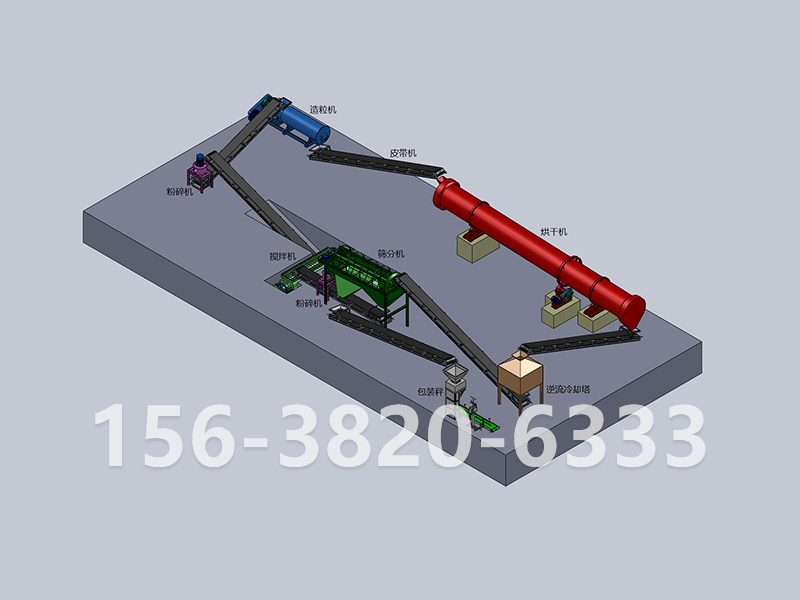
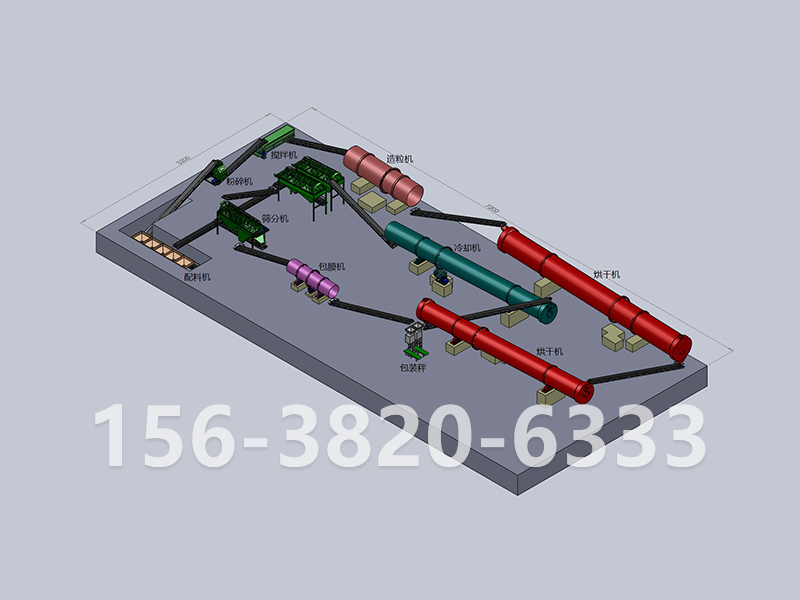
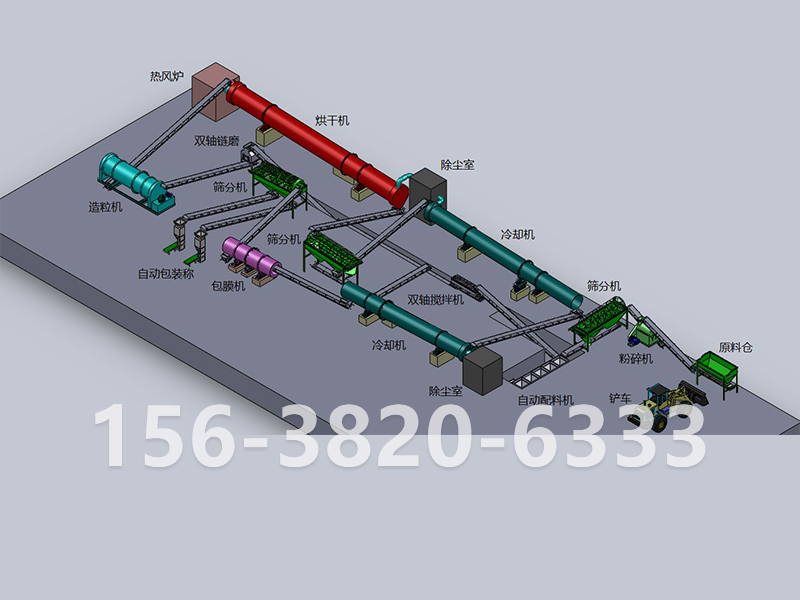
工艺流程